Air Booster System
For compressed air pressurization systems requiring stable high-pressure gas output, automatic pressure regulation, and safe operation in industrial or explosion-proof environments.


Reliable and efficient solutions for boosting the pressure of industrial gases like nitrogen, oxygen, natural gas, and hydrogen. Our air-driven gas boosters and booster systems are engineered for a wide range of industrial applications.
Highlight designs and manufactures a full line of hydraulic valve test benches for precise pressure testing, sealing verification, and shell strength evaluation of industrial valves. Available in multiple clamping configurations to suit gate valves, ball valves, globe valves, check valves, and butterfly valves from DN15 to DN2000, our benches comply with GB/T13927, GB/T26480, and API 598 standards.

For compressed air pressurization systems requiring stable high-pressure gas output, automatic pressure regulation, and safe operation in industrial or explosion-proof environments.

For high-pressure gas system testing and calibration
For air pressure boosting and stable pneumatic pressure output.

For high-pressure gas boosting and predictable outlet pressure control.

For air-driven gas pressure boosting and predictable high-pressure output.

For air-driven gas pressure boosting with predictable output pressure.

High-Pressure Gas Booster Pumps and Pressurization Systems
Highlight valve test benches cover a wide pressure range, support manual and PLC-controlled operation, deliver high-precision measurements, and offer multiple test modes. Ideal for valve manufacturers, oil and gas facilities, and professional inspection agencies. ISO and API compliant.

No electricity required, intrinsically safe for explosive environments.

Output pressures up to 80 MPa (11,600 psi) to meet diverse needs.

Suitable for nitrogen, oxygen, helium, hydrogen, natural gas, and more.

Automatically stops at the preset pressure and restarts on pressure drop.

High-quality seals and components ensure long service life and easy maintenance.

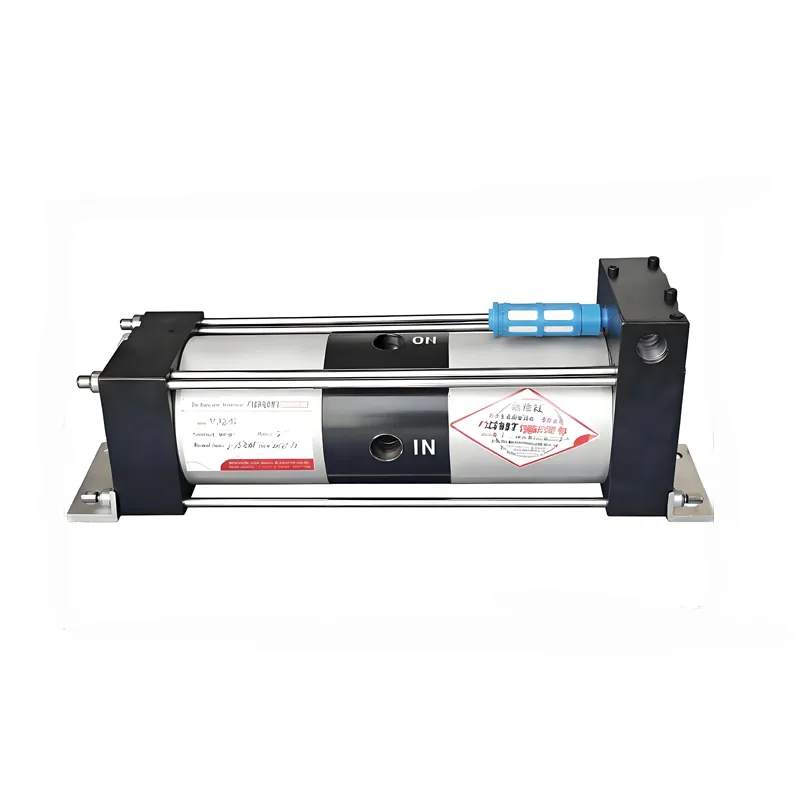
he OMA and OGB series are our most popular air-driven gas booster pumps, renowned for their reliability and performance. These single-stage, single-acting pumps use a large-area air piston connected to a small-area gas piston to achieve high pressure ratios.
They are ideal for applications like high-pressure gas transfer, cylinder charging, and component testing. The OMA series offers a compact design, while the OGB series provides higher flow rates. Both can be driven by standard shop air and are suitable for boosting nitrogen, helium, argon, and other industrial gases.
Our air-driven gas booster systems are fully integrated, skid-mounted or cabinet-enclosed solutions designed for immediate use. These systems include the gas booster pump, air drive controls (filter, regulator, lubricator), pressure gauges, inlet/outlet valves, and a gas receiver.
They eliminate the need for complex on-site assembly and are perfect for applications requiring a complete, self-contained gas pressurization unit, such as nitrogen charging for accumulators, laser cutting gas supply, or natural gas boosting for engines.

The MAB and GAB series air pressure amplifiers are designed to solve the problem of low local air pressure in a factory. Instead of investing in a large, high-power compressor, these compact units can double or triple the pressure of your existing compressed air line.
They are widely used to power pneumatic clamps, cylinders, and air-powered tools that require higher pressure than the main system provides. The MAB series is a single-stage amplifier, while the GAB series is double-acting, offering higher flow and efficiency.

Handling mixed gases requires specialized equipment to prevent contamination and ensure safety. Our mixed gas compressors are designed with materials and sealing technologies compatible with various gas mixtures.
They are used in laboratories for research, in the diving industry for breathing gas mixtures (e.g., Heliox, Trimix), and in industrial processes that involve precise gas blending and pressurization. These compressors maintain the integrity of the gas mixture while delivering it at the required pressure.

Highlight air-driven gas boosters provide explosion-proof, electricity-free solutions for stable pressure and improved efficiency in oil and gas operations.

Highlight air-driven gas boosters ensure safe, reliable pressurization in chemical plants. Custom systems handle reactive gases and eliminate spark risks in flammable environments.

Highlight gas boosters ensure stable, automated high-pressure gas supply for power stations, reducing maintenance and ensuring reliable system performance.

We will reply you within 24 hours. If for urgent case, please add WhatsApp/WeChat: +86 18353183710,. Or call +86 18353183710 directly.
*We respect your confidentiality and all information are protected.
We will only use your information to respond to your inquiry and will never send unsolicited emails or promotional messages.